

Modified Edge Forming Rolls
This “second generation” design is similar to single radius forming with the addition of strip edge area forming added in the first pass. This design’s simplicity also reflects the limited contour machining capabilities of the 1950′s and 60′s.
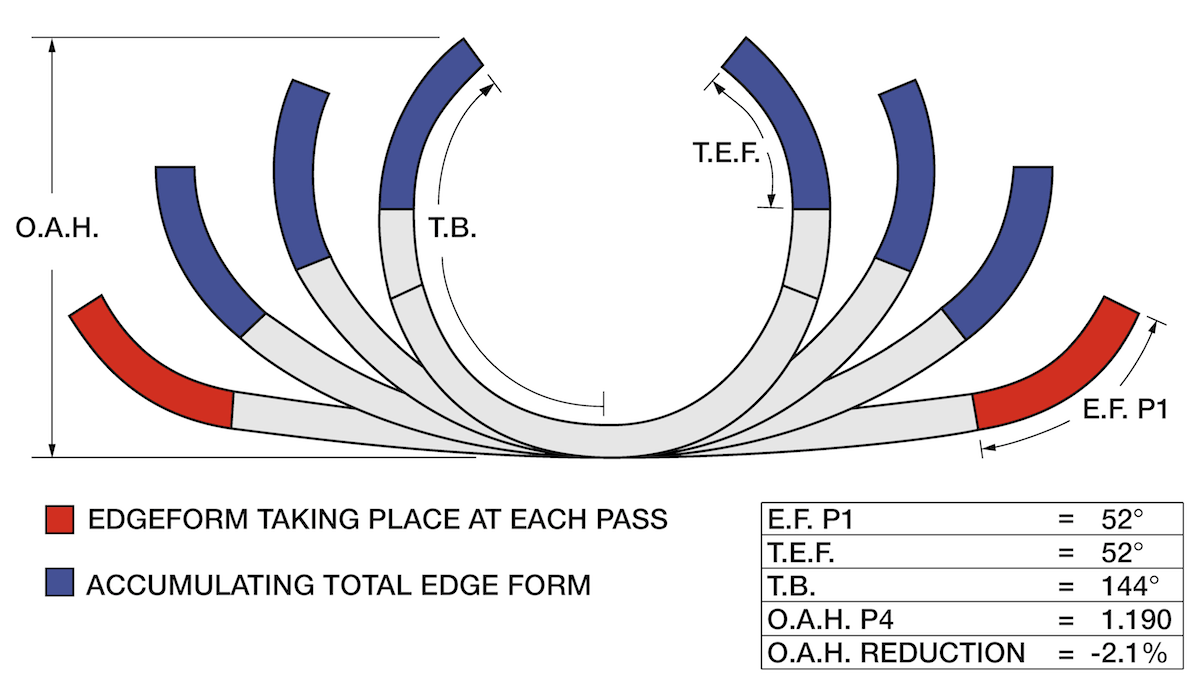
Note that the first few forming passes are the only points at which the strip edge areas can be formed between the mating surfaces of the upper and lower rolls. In this design the lower roll bends the strip edge areas upward around the outside corners of the top roll.
The radius formed is about the same radius as the first fin pass and the bend angle is usually 45 to 55 degrees. Edge forming with the breakdown rolls as opposed to air forming the edges in the fin passes better utilizes the capabilities of the process.
Click Image to Enlarge
Some ADVANTAGES of using this design are:
- Die forming the strip edges as opposed to reduction forming them in the fin passes will result in less work hardening of these areas during the forming process.
- Reduced wear of the upper fin pass rolls and improved tube cosmetics.
- On heavy wall tubes strip edge face deformation takes place before the fin passes so edge face conditioning done by the fin blades is more effective.
- On light wall tubes the curved edges of the strip are more structurally rigid and less prone to buckling during subsequent forming. (Also see our discussions on strip edge buckling).
- A cosmetically superior end product usually is achieved as there is reduced forming activity and roll wear in the upper fin rolls.
Some CONSIDERATIONS in the implementation of this design are:
- The mating roll contours can only function properly over a very narrow range of material gauges. To cover a wide range of gauges additional top rolls are usually required.
- Because the edge areas are formed only upward by the lower rolls the strip edge contacts the bottom roll at a point of significantly higher surface speed. The speed difference between that point and the center or drive point of the roll results in a sliding action near and at the strip edge. Too much of this can cause pick up and/or roll wear. That roughness can then be transferred onto the tube outer surface. The roll designer must carefully consider these factors when determining roll contour gauging and speed differentials as related to degrees of bending when edge forming is used. Good roll design software has features that allow us to minimize these unwanted effects.
- First pass upper and lower roll alignment must be more accurate.
- Mill setup needs to be a little more precise.
- The transition between the center and outer or “edge form” arcs must be smooth or can include short transition arcs to decrease the abrupt change in contour at the tangent points of the greatly differing arcs.