

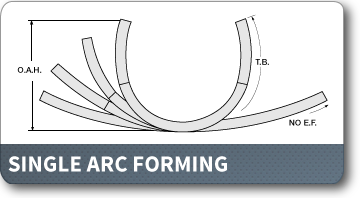
Standard Forming Designs
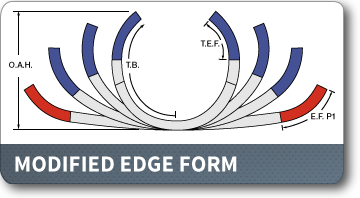
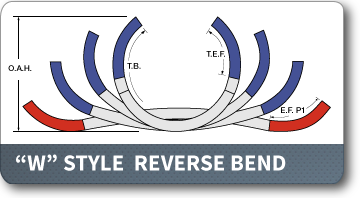
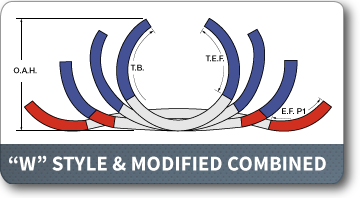
Hybrid Forming Designs
Choosing the breakdown forming techniques best suited for each application will always contribute to long term productivity. The initial bending or “breaking down” of flat strip into an acceptable shape for presentation to the fin passes is the job of the “breakdown” or forming pass rolls.
Our first consideration here is edge forming. The gear driven early pass rolls are the only male/female forming dies available on a tube mill to form the edge areas of the strip. This allows controlled forming that is not possible later on in the process. The edge areas can be smoothly curved here to the approximate radius of the first fin pass. We can also over-form to allow for spring back when necessary.
The next considerations are sequencing and progress. Sequencing refers to the stepping or incremental bending at each pass. Metal displacement from pass to pass should be as evenly dispersed as possible to prevent distortions. At the same time the goal is to do as much work as possible without losing control of the flowing metal. Loss of control meaning buckling, marking, scuffing etc.
There are a variety of forming techniques to choose from when starting the design process. The design options we use are usually a result of collaboration between the roll designer and the roll buyer which should also include shop floor management and/or mill operator preferences. Technical considerations always include the physical properties of the metal being formed, the tube size with respect to mill size, and the mill configuration.
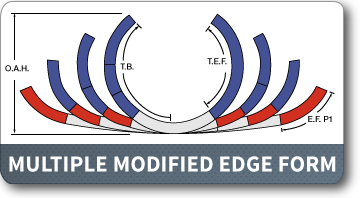
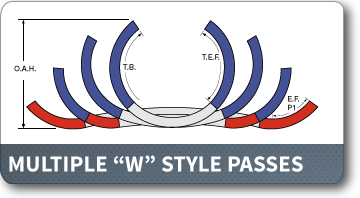
Shown above are the most frequently used designs today. When evaluating and comparing them there is some terminology relevant to the geometry and the examples given and they are as follows:
E.F. P1 “EDGE FORM ANGLE FIRST PASS”
When the outer areas of the strip are die formed in the early forming passes we refer to this as edge forming. Die forming the strip edges as opposed to reduction forming them in the fin passes will result in less work hardening of these areas during the forming process. This can improve weld quality as well as form-ability during the sizing process. On tubes with very low and very high diameter to thickness (D/T) ratios edge forming is almost mandatory. We show this value in degrees of bend or ”EF P1″. The value of edge forming is further discussed in the individual forming styles pages.
T.E.F. “TOTAL EDGE FORM ANGLE”
In our “HYBRID DESIGNS” the edge forming process may be applied to successive passes resulting in a cumulative amount. This is shown as the total degrees of edge form achieved “T.E.F.” at the last breakdown pass.
O.A.H. “OVERALL HEIGHT"
This value represents the maximum vertical rise of the strip edge at or near the last breakdown pass. It is shown as the multiple of the tube size. The significance of O.A.H. is that it is directly related to the “linear distance traveled” by the strip edge. A greater overall height indicates a greater discrepancy in distance traveled between the strip edges and strip center line at the bottom of the tube. A higher number means a greater potential for edge stretching and buckling. The "O.A.H. Reduction" value gives a percentage comparison to the basis single arc forming design. It'll give you an idea of what effect the more sophisticated designs have and thus their tendency to reduce edge buckling. Note that small reductions in section height have a significant effect on distance traveled by the strip edge.
Greater amounts of total edge forming are the most effective tool to reduce overall section height. It should also be noted that we believe that downhill forming does not mathematically solve the "distance traveled" equation and actually is of little value in reducing edge buckling.
T.B. “TOTAL BEND ANGLE”
This represents the cumulative radial bending of the strip at the last breakdown pass and is shown in degrees.