

W or Reverse Bend Style Rolls
Reverse bending is a variation of edge forming. It is a technique as old as metal forming itself. It’s as simple as lifting or reorienting a piece of metal so that a hammer blow strikes it more advantageously.
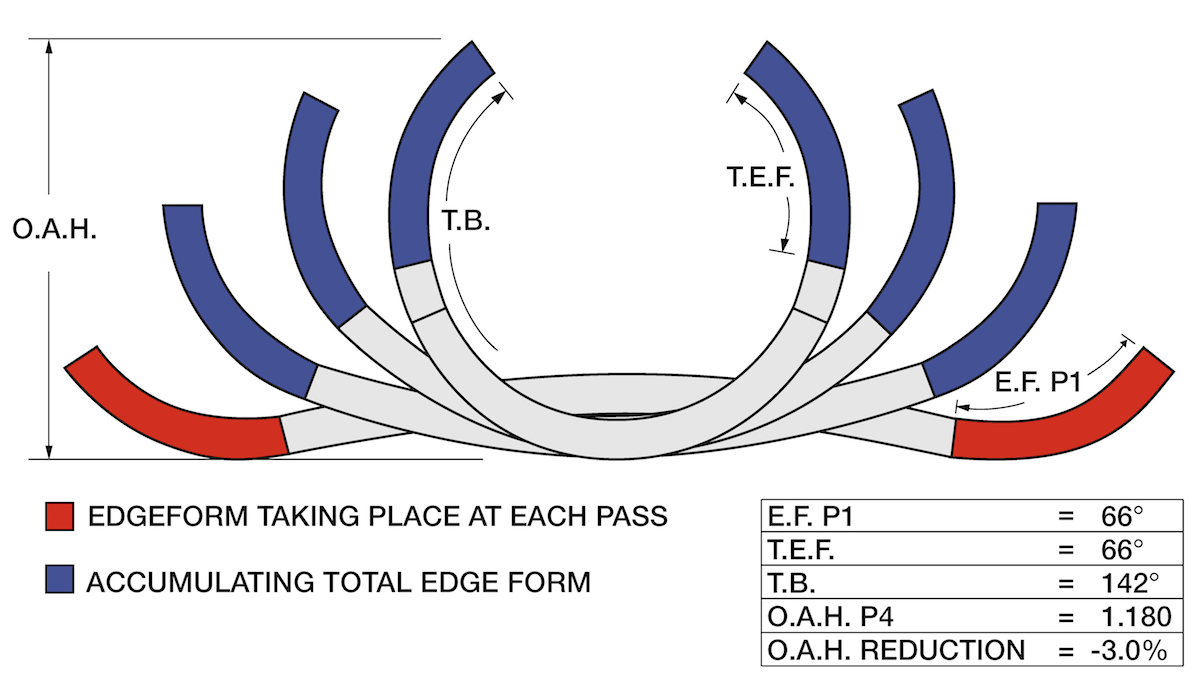
On a tube mill the hammer is the first pass top breakdown roll. Effectively the first pass rolls lift the center area of the strip upward. This draws the outer edge areas inward toward the center and allows the top roll to form two deep edge area curves into the strip.
The result is a greater amount of edge form with less side or wiping contact on the lower roll flanges. The second pass is used to re-form the center of the strip back to the normal forming direction.
Click Image to Enlarge
This is a moderately complex design. It was used in tube making as far back as sixty years ago on some stainless applications where the surface speed discrepancies of edge forming caused scuffing problems. It was resurrected in the early eighties through the increased use of digital design and CNC machining. Today, it dominates the welded tube industry.
Some ADVANTAGES of using this design are:
- An extra ten to fifteen degrees of additional edge forming is realized with less edge stretching and less side wiping action on the lower roll side flanges.
- On heavy wall tubes strip edge and corner deformation can be reduced. Subsequently, in the fin passes edge face conditioning by the fin blades is more effective.
- The extra wrap created by the deeper “W” form produces more driving force which can reduce slippage when reshaping squares and rectangles.
Some CONSIDERATIONS when using this design are:
- First pass upper and lower roll alignment must be very accurate and mill setup needs to be accurate also.
- The transition between the reverse bend and outer or “edge formed” arcs must be smooth or can include short transition arcs to blend the curvature and prevent unwanted irregularities in the finished product.
- On super heavy wall tubes strip edge corner damage can occur if the roll design isn’t correctly executed.
- Reverse bending and subsequent re-bending may cause some work hardening of the central area of the strip on materials prone to this condition.